摩擦式提升機(jī)鋼絲繩抖動故障診斷與分析(下)(圖文)
時間:2024-04-20 08:05:33 點(diǎn)擊數(shù):
3.2 提升機(jī)電控系統(tǒng)測試分析
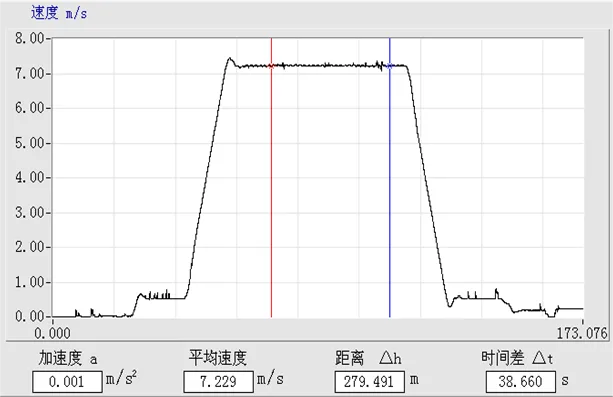
提升機(jī)的運(yùn)行由電控系統(tǒng)控制,使用智能測試儀采集提升機(jī)配重上提時的速度曲線和電動機(jī)電流曲線,如圖 3、4 所示。為了分析提升機(jī)zui大速度運(yùn)行時提升速度和電動機(jī)電流的細(xì)節(jié)變化,通過處理得到局部放大圖,如圖 5、6 所示。
圖3 配重上提時提升機(jī)的運(yùn)行速度曲線
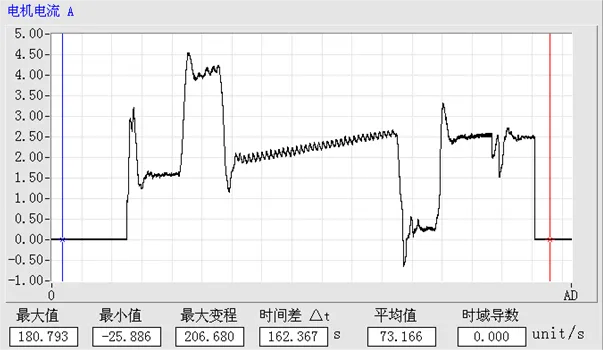
圖4 配重上提時電動機(jī)的電流曲線
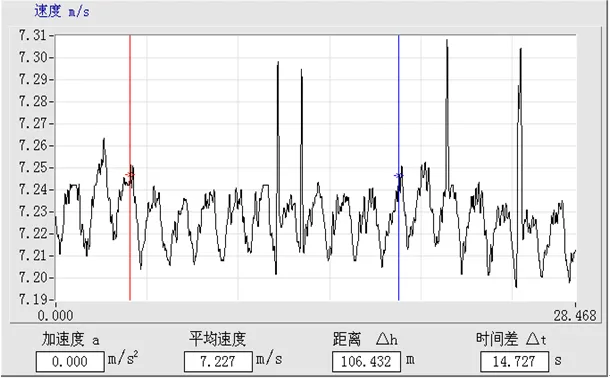
圖5 配重上提時運(yùn)行速度局部放大圖
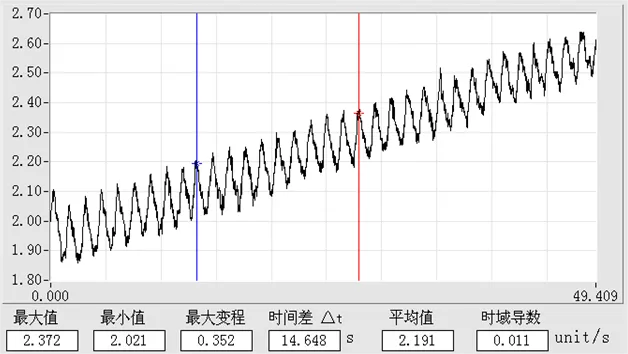
圖6 配重上提時電動機(jī)電流局部放大圖
由圖 5 可知,提升機(jī)配重上提時,運(yùn)行速度有明顯的周期性變化,周期為 14.7/10=1.47 s,頻率為周期的倒數(shù),通過計算得到速度變化頻率 f1=1/1.47≈0.68 Hz。
由圖 6 可知,提升機(jī)配重上提時,電動機(jī)電流同樣有明顯周期性變化,周期為 14.6/10=1.46 s,頻率f2=1/1.46≈0.68 Hz。
綜合上述計算,提升機(jī)運(yùn)行速度和電動機(jī)電流出現(xiàn)同頻率周期性變化,初步判斷可能是由于提升機(jī)的控制系統(tǒng)出現(xiàn)故障,導(dǎo)致電動機(jī)電流出現(xiàn)周期性變化,進(jìn)而引起速度的周期性變化。
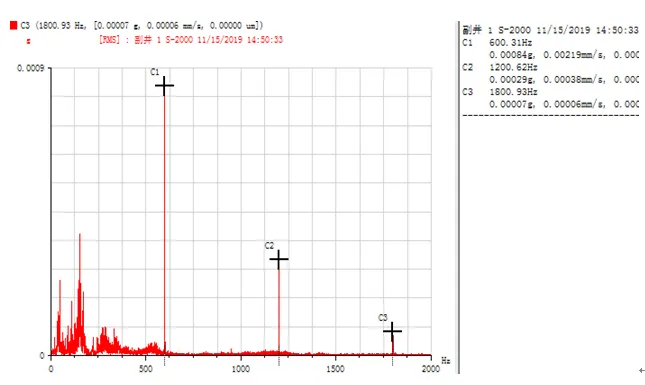
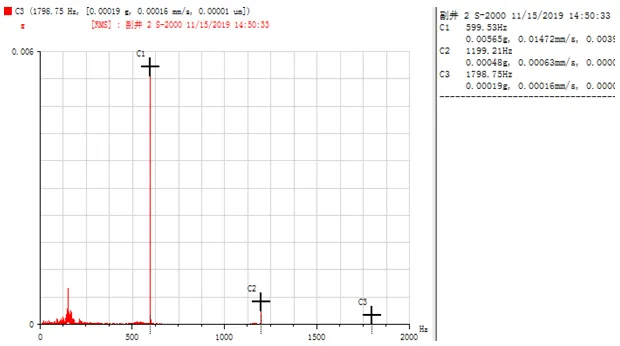
3.3 主軸承座振動結(jié)果頻譜分析 按照 2.3 中制定的方案,在提升機(jī)正常運(yùn)行時,對主軸承的驅(qū)動端進(jìn)行振動測試,其水平方向和垂直方向的振動頻譜如圖 7、8 所示。
圖7 主軸承座驅(qū)動端水平方向振動頻譜圖
圖8 主軸承座驅(qū)動端垂直方向振動頻譜圖
由圖 7、8 可知,振動的主頻率中沒有軸承故障特征頻率,表明軸承運(yùn)行狀態(tài)良好,未出現(xiàn)故障。但是在水平和垂直方向的頻譜圖中,都發(fā)現(xiàn) 600 Hz 頻率及其倍頻成分,且該頻率成分的幅值zui高,其對應(yīng)的是 2 倍的 SCR (全波整流可控硅故障特征頻率)。在頻譜圖中出現(xiàn)此頻率,說明電控系統(tǒng)出現(xiàn)故障,導(dǎo)致提升機(jī)運(yùn)行速度不穩(wěn),與前面測試的速度圖可以相互印證。
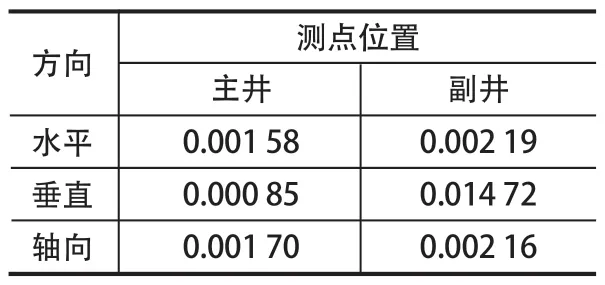
將同樣測點(diǎn)、同樣方向該頻率成分的單峰幅值與該礦主井使用的軸承 (與副井相同)相比較,結(jié)果如表2 所列。
表2 頻率 600 Hz 時主井和副井主軸承座驅(qū)動端振動幅值比較
由表 2 可以看出,副井垂直方向的 600 Hz 頻率成分的單峰幅值明顯比主井大很多。根據(jù)直流電動機(jī)相關(guān)理論,出現(xiàn)該頻率成分 (600 Hz)即表明電氣故障。結(jié)合提升機(jī)運(yùn)行速度圖和電動機(jī)電流曲線出現(xiàn)的周期性變化,共同將問題指向了電動機(jī)電控。通過后期聯(lián)系電控廠家,消除電控系統(tǒng)的故障、平穩(wěn)運(yùn)行后,鋼絲繩抖動問題得到明顯改善。
4 結(jié)語 鋼絲繩張力測試表明,6 根繩的自振頻率不同,根據(jù)鋼絲繩張力同其自振頻率的平方成正比,確定鋼絲繩所承受的拉力不平衡。電控系統(tǒng)測試和主軸承振動頻譜分析結(jié)果,明確了鋼絲繩抖動的原因是電控系統(tǒng)控制模塊的異常,使得提升機(jī)對速度的控制不穩(wěn)定。在這種不穩(wěn)定狀態(tài)下,加之鋼絲繩張力也不平衡,從而導(dǎo)致在運(yùn)行中鋼絲繩的抖動。
鶴壁市雙民礦山機(jī)械有限公司是以制造大型礦山提升設(shè)備,電器成套自動化控制系統(tǒng)為主的科研型高科技企業(yè),是國家礦山專用設(shè)備及配件產(chǎn)品定點(diǎn)生產(chǎn)單位。主要生產(chǎn)、銷售JTK、JTP、JTPB、JK、JKB、JKM、JKMD型系列礦用提升絞車、礦井提升機(jī)、多繩摩擦式提升機(jī)、JZ型
鑿井絞車及礦山各種成套設(shè)備及配件。